




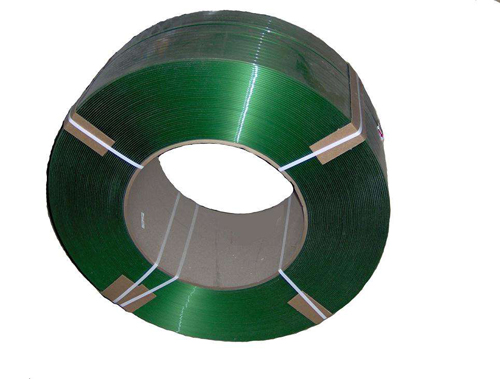
塑料打包帶的生產要求涉及材料選擇、工藝控制、質量檢測及環保規范等多個環節,以確保產品具備高強度、耐用性和安全性。以下是主要生產要求:
一、原材料要求
1. 基材選擇:以聚(PP)或聚酯(PET)為主,要求原料純度高、熔融指數穩定。再生料添加比例需≤30%,且需經篩選、去雜質處理,避免影響性能。
2. 添加劑配比:需添加劑、防老劑、色母粒等助劑,比例需控制(如色母粒占比1%~3%),確保耐候性、抗紫外線和外觀均勻。
二、生產工藝控制
1. 擠出成型:螺桿擠出機溫度分段控制(PP材料通常為180~240℃),確保塑化均勻無氣泡。
2. 拉伸定型:采用雙向拉伸工藝,縱向拉伸比3:1~5:1,橫向拉伸比2:1~3:1,以提升抗拉強度(需≥300MPa)。
3. 冷卻收卷:水冷或風冷溫度控制在20~40℃,收卷張力需恒定(±5%波動),避免變形或松弛。
三、質量標準
1. 物理性能:斷裂伸長率≤25%,剝離力≥150N/15mm(依據GB/T 21302標準),耐溫范圍-30℃~80℃。
2. 尺寸精度:寬度偏差≤±0.3mm,厚度偏差≤±0.05mm,每卷長度誤差≤1%。
3. 表面質量:刺、晶點、劃痕,紋路清晰均勻。
四、環保與安全
1. 有害物質管控:符合歐盟RoHS指令(鉛、鎘等重金屬含量<0.1%)、REACH法規(SVHC物質禁用)。
2. 可降解要求:若用于出口或環保領域,需添加光降解劑或淀粉基材料,降解率≥60%(180天內)。
五、設備與檢測
1. 生產設備:需配備熔體壓力傳感器、在線測厚儀等自動化裝置,工藝參數波動范圍≤2%。
2. 檢測流程:每批次抽樣檢測(抽樣率≥5%),重點測試拉伸強度、摩擦系數(0.2~0.4)及跌落試驗(滿載包裝從1.5m跌落無斷裂)。
生產企業還需通過ISO9001質量管理體系認證,并定期校準設備,確保全流程合規。同時需根據客戶需求定制規格(常見寬度9~15mm,厚度0.5~1.2mm),滿足不同承重場景(輕型帶≤200kg,重型帶≥800kg)。


 在線客服
在線客服 15055312917
15055312917 1615703971@qq.com
1615703971@qq.com


